


 扫一扫
扫一扫

自动化
由于冶炼时间短,生产效率高,再加转炉容量不断扩大,为准确控制冶炼过程,保证获得合格钢水成分和出钢温度,必须进行自动控制和检测,实现生产过程自动化。在这种情况下,可以实现异型管生产的高度机械化和自动化,减轻工人的劳动强度,改善劳动条件。
适应性强
氧气顶吹转炉对异型管原料的要求,与空气转炉相比并不那么严格,可以和平炉、电弧炉一样熔炼各种成分的铁水。
效率高
一氧气顶吹转炉的异型管钢产量远比其他方式的平均小时产量高,而且从冶炼周期上看,转炉比平炉、电炉的冶炼周期要短得多。
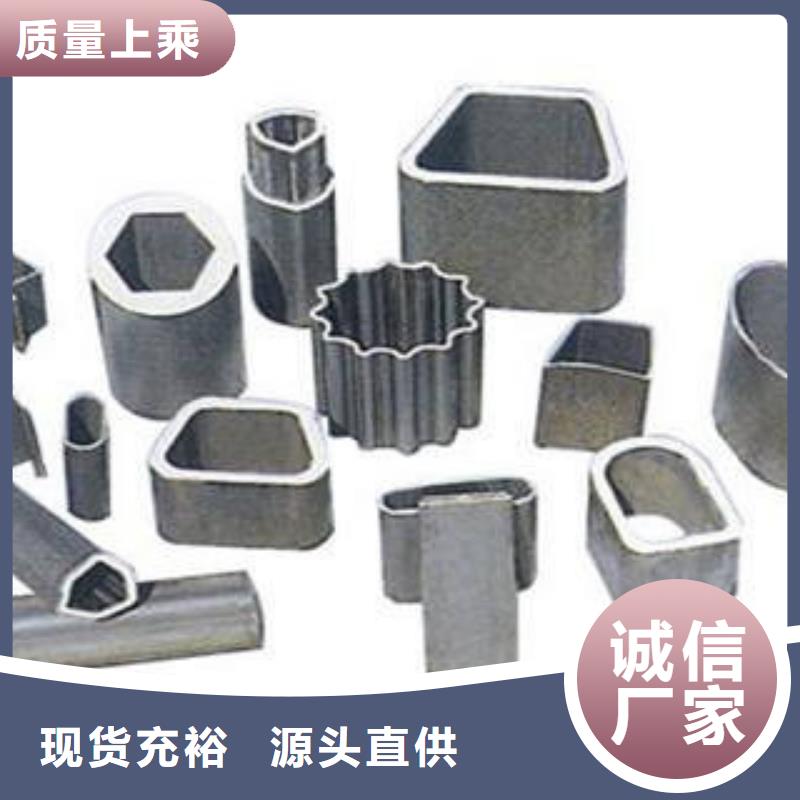
异型管【精密无缝钢管】产品细节")
多年黔西南圆钢行业经验源头工厂只为您提供更优质的产品
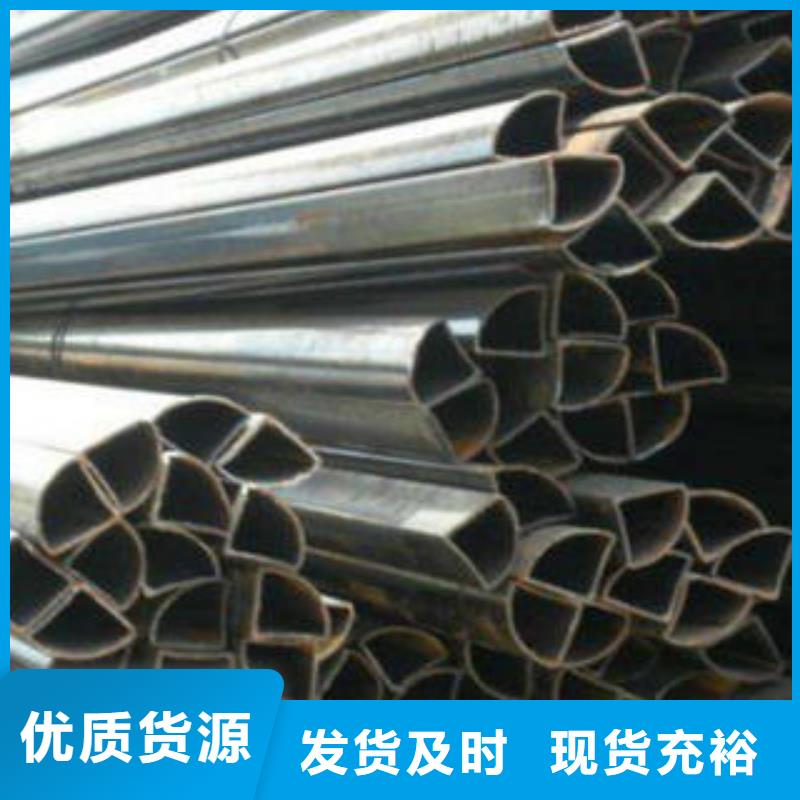
异型管【精密无缝钢管】产品细节")
黔西南圆钢材料严格筛选确保品质出厂经过多层质检
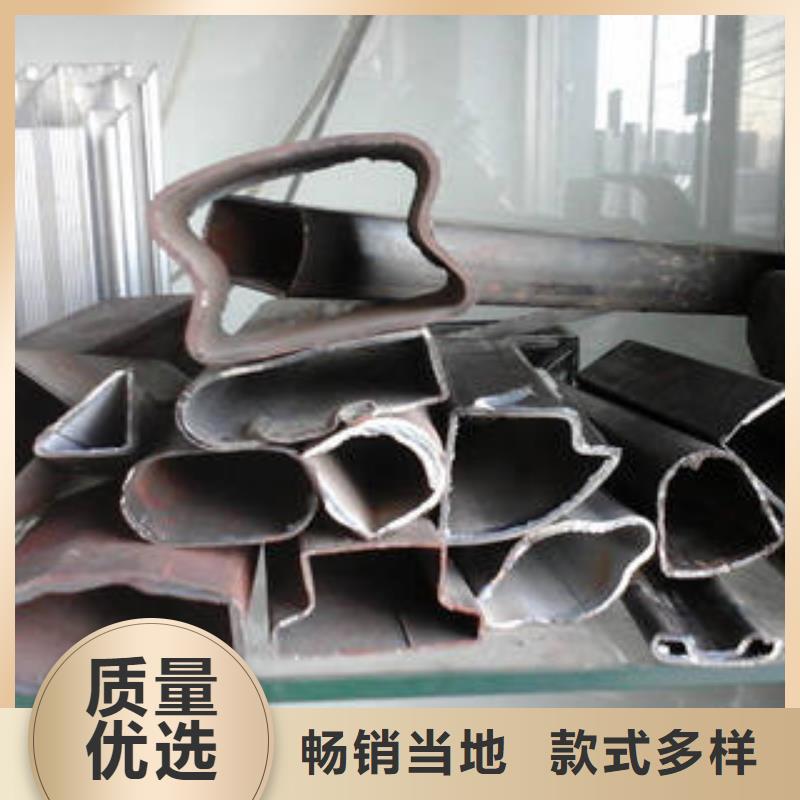
黔西南圆钢款式多样一站式采购多年贴心售后
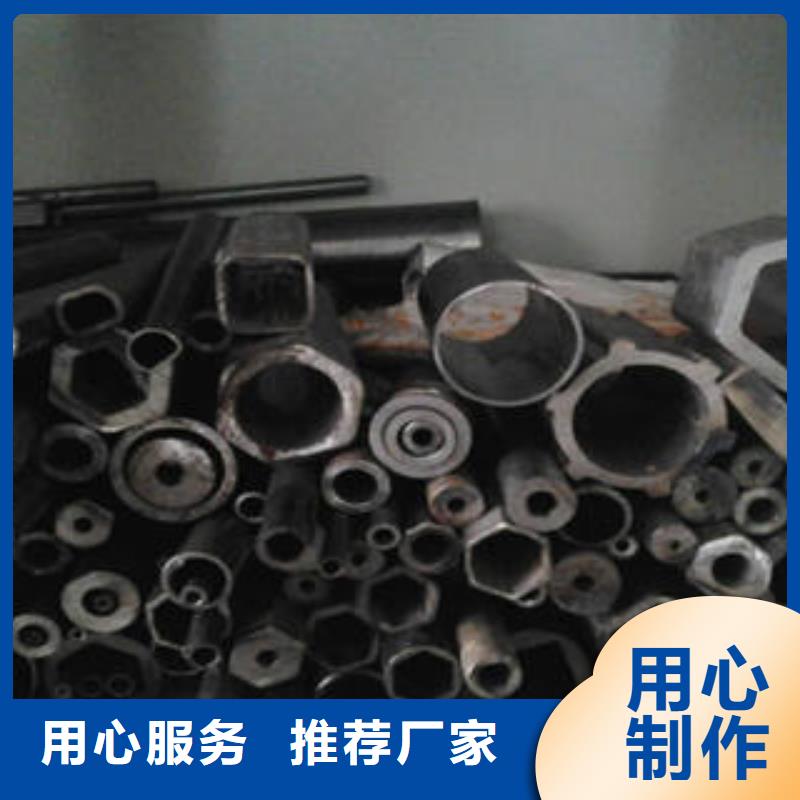
浩融金属制品厂有限公司将以高性能的产品、合理的价格吸引各方来宾、专业的售前售后服务打动顾客;让顾客因创造价值而满意,做永远的朋友!

异型管【精密无缝钢管】产品细节")
异型管【精密无缝钢管】产品细节")
异型管【精密无缝钢管】产品细节")
异型管【精密无缝钢管】产品细节")
异型管【精密无缝钢管】产品细节")

技术支持:k797.com